In today’s rapidly changing manufacturing environment, it is crucial to incorporate state-of-the-art technologies in order to maintain competitiveness. The emergence of Industry 4.0 solutions and the availability of digital transformation consulting services have paved the way for remarkable advancements in smart manufacturing. In the midst of this technological revolution, Manufacturing Operations Management (MoM) has emerged as a key element with the potential to revolutionize the industry.
As manufacturing technology companies strive to optimize their operations and unlock new growth opportunities, leveraging MoM has emerged as a game-changing strategy. By effectively harnessing the power of data, analytics, and automation, Manufacturing Operations Management (MoM) empowers organizations to streamline their processes, enhance quality control, and drive operational excellence like never before.
This blog will explore the key benefits of leveraging MoM, one of the industry 4.0 solutions in smart manufacturing, and shed light on its transformative potential. Through a comprehensive analysis of real-world case studies and industry insights, we will uncover how MoM can significantly impact operational efficiency, product quality, agility, collaboration, and cost savings within the manufacturing ecosystem.
By the end of this blog, you will understand why Manufacturing Operations Management (MoM) has become an indispensable tool for manufacturing companies embarking on their digital transformation journey. Whether you are an executive seeking to optimize your production processes or a technology enthusiast curious about the latest trends in smart manufacturing, this blog will provide valuable insights to inform your decision-making.
Also, Read – How Industry 4.0 Technologies are Changing Manufacturing
What is Manufacturing Operations Management (MoM)?
Manufacturing Operations Management (MoM) is a comprehensive approach to managing and optimizing the entire manufacturing process within an organization. It involves the planning, execution, control, and analysis of all activities involved in producing goods. MoM aims to improve operational efficiency, increase productivity, reduce costs, and ensure the quality and timeliness of product delivery.
MoM encompasses a wide range of functions and processes that are critical to manufacturing operations. These include:
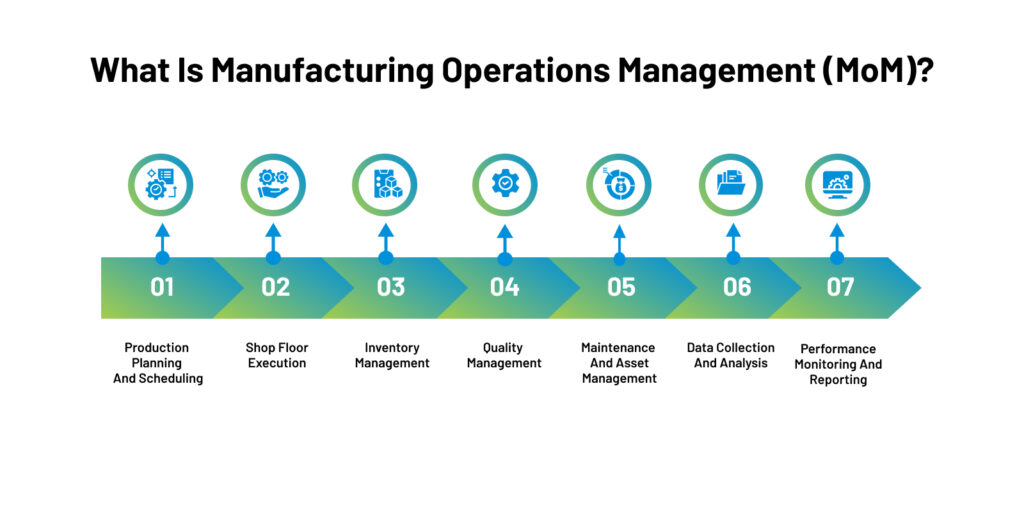
Production Planning and Scheduling: MoM involves creating detailed production plans, allocating resources, and determining the optimal sequence of manufacturing activities. It ensures that production orders are scheduled to maximize efficiency and minimize downtime.
Shop Floor Execution: MoM focuses on managing activities on the shop floor, such as material handling, machine operation, labor management, and quality control. It provides real-time visibility into production processes, allowing for better monitoring and control.
Inventory Management: MoM includes inventory control to ensure the availability of raw materials, components, and finished goods at the right time and in the right quantities. It involves managing stock levels, tracking inventory movements, and minimizing wastage.
Quality Management: MoM emphasizes maintaining and improving product quality throughout manufacturing. It includes quality assurance techniques, such as inspections, testing, and compliance with regulatory standards. MoM also involves implementing corrective and preventive actions to address any quality issues.
Maintenance and Asset Management: MoM incorporates strategies for managing and maintaining production equipment and other assets. It includes preventive maintenance programs, asset tracking, and performance monitoring to minimize downtime and optimize asset utilization.
Data Collection and Analysis: MoM relies on data from various sources, such as machines, sensors, and human inputs. This data is then analyzed to gain insights into production performance, identify bottlenecks, and make data-driven decisions for process improvement.
Performance Monitoring and Reporting: MoM provides real-time monitoring of key performance indicators (KPIs) to track and evaluate the performance of manufacturing operations. It enables the generation of reports and dashboards to measure progress, identify trends, and facilitate decision-making at different levels of the organization.
Manufacturing Operations Management (MoM) is a comprehensive approach to managing and optimizing the entire manufacturing process within an organization. It involves the planning, execution, control, and analysis of all activities involved in producing goods. MoM aims to improve operational efficiency, increase productivity, reduce costs, and ensure the quality and timeliness of product delivery.
Moving ahead, let’s understand the critical significance of MoM in the modern manufacturing landscape.
Also, Read – Revolutionary Manufacturing Industry Solutions: The Digital Manufacturing Approach
The Significance of Manufacturing Operations Management (MoM) in Manufacturing Processes
Manufacturing Operations Management (MoM) offers many benefits when integrated into smart manufacturing processes. By leveraging MoM, manufacturing companies can unlock a range of advantages that drive operational efficiency, enhance quality control, increase agility, foster collaboration, and deliver substantial cost savings. Let’s delve into the key benefits of incorporating MoM in smart manufacturing:
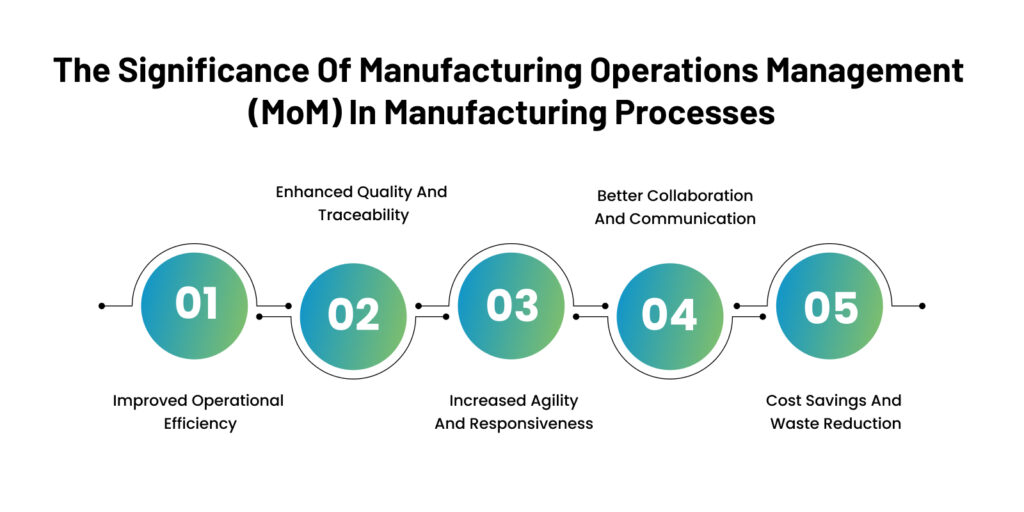
A. Improved Operational Efficiency:
- Real-time Monitoring and Control of Manufacturing Processes:
MoM enables real-time visibility into various production activities, allowing manufacturers to instantly monitor key performance indicators, track production metrics, and identify bottlenecks. With a comprehensive view of operations, manufacturers can proactively address issues, optimize workflows, and improve overall efficiency.
- Enhanced Production Planning and Scheduling:
By leveraging MoM, manufacturers can optimize production planning and scheduling based on real-time data and demand fluctuations. This enables efficient resource allocation, reduces downtime, minimizes idle time, and ensures maximum utilization of assets, resulting in streamlined operations and improved productivity.
- Optimization of Resources and Reduced Downtime:
MoM facilitates intelligent resource management by providing insights into equipment performance, energy consumption, and material usage. With this information, manufacturers can identify areas for improvement, implement predictive maintenance strategies, reduce equipment downtime, and minimize resource wastage, thereby driving cost savings and operational effectiveness.
B. Enhanced Quality and Traceability:
- Real-time Quality Control and Defect Detection:
MoM systems offer real-time monitoring and control capabilities that enable manufacturers to detect quality issues promptly. By implementing automated quality control processes and leveraging data analytics, manufacturers can proactively identify defects, implement corrective actions, and ensure consistent product quality, reducing rework and enhancing customer satisfaction.
- Product Traceability and Genealogy:
MoM enables end-to-end traceability throughout the manufacturing lifecycle. Manufacturers can track and trace raw materials, components, and finished products by capturing and analyzing data at each production stage, ensuring compliance with regulatory standards and enabling quick and efficient recalls, improving safety and brand reputation.
- Compliance with Regulatory Standards:
With MoM, manufacturers can streamline compliance with industry-specific regulations and standards. Manufacturers can generate accurate and auditable records by automating data collection and reporting processes, reducing compliance-related errors, and maintaining a robust framework for meeting regulatory requirements.
C. Increased Agility and Responsiveness:
- Quick Identification and Resolution of Issues:
MoM provides real-time insights into production processes, enabling manufacturers to identify issues, deviations, or anomalies immediately. By leveraging data analytics and predictive modeling, manufacturers can proactively address these issues, minimize disruptions, and optimize production flows, ensuring timely delivery and customer satisfaction.
- Faster Decision-making through Data-driven Insights:
MoM empowers manufacturers with actionable insights from real-time data, historical trends, and predictive analytics. With access to accurate and timely information, decision-makers can make data-driven decisions, respond rapidly to market changes, and seize new business opportunities, thus enhancing competitiveness in dynamic market conditions.
- Flexibility to Adapt to Changing Market Demands:
MoM enables manufacturers to adapt to shifting customer demands and market trends. With the ability to quickly reconfigure production lines, adjust workflows, and accommodate customization requests, manufacturers can meet customer expectations, reduce time-to-market, and gain a competitive edge in a fast-paced business environment.
D. Better Collaboration and Communication:
- Improved Visibility and Transparency across the Manufacturing Ecosystem:
MoM fosters collaboration by providing a centralized platform for data sharing and communication across different departments and stakeholders. By promoting transparency and enabling real-time information exchange, manufacturers can improve coordination, foster cross-functional collaboration, and align their efforts toward common goals.
- Streamlined Communication between Different Departments and Stakeholders:
MoM breaks down silos by facilitating seamless communication between various departments, such as production, supply chain, quality control, and maintenance. By enabling efficient information flow, manufacturers can enhance coordination, reduce communication gaps, and eliminate redundant tasks, resulting in smoother operations and improved decision-making.
- Collaboration between Humans and Machines for Optimized Operations:
MoM supports the integration of humans and machines through technologies like the Internet of Things (IoT), artificial intelligence (AI), and robotics. By enabling humans and machines to work collaboratively, manufacturers can achieve higher productivity, optimize resource allocation, and enhance overall operational performance.
E. Cost Savings and Waste Reduction:
- Minimized Production Errors and Rework:
MoM’s real-time monitoring and control capabilities help identify and rectify errors early in production. Manufacturers can significantly reduce rework, scrap, and associated costs by minimizing defects and improving production efficiency and profitability.
- Efficient Inventory Management and Reduced Stockouts:
Manufacturing Operations Management enables manufacturers to optimize inventory levels through accurate demand forecasting and real-time inventory tracking. By aligning inventory levels with customer demand, manufacturers can reduce excess stock, avoid stockouts, optimize working capital, and improve cash flow.
- Energy and Resource Optimization for Sustainable Manufacturing:
MoM enables manufacturers to optimize energy usage, reduce waste, and embrace sustainable manufacturing practices by providing insights into energy consumption patterns, resource utilization, and production inefficiencies. This reduces operational costs and contributes to environmental sustainability and corporate social responsibility.
By embracing MoM in smart manufacturing, companies can unlock many benefits that positively impact operational efficiency, quality control, agility, collaboration, and cost savings. Whether achieving leaner operations, ensuring consistent product quality, or driving innovation, Manufacturing Operations Management is pivotal in transforming the manufacturing landscape and propelling businesses toward a prosperous and sustainable future.
But as we know, with benefits come challenges and considerations, but what are these challenges of implementing MoM in manufacturing? Let’s have a look.
Challenges and Considerations of MoM in Manufacturing
While leveraging Manufacturing Operations Management (MoM) offers numerous benefits, implementing and integrating MoM systems into manufacturing processes is challenging. Manufacturing companies must be aware of these challenges and consider them during their Manufacturing Operations Management adoption journey. Let’s explore some of the key challenges and considerations associated with MoM in manufacturing:
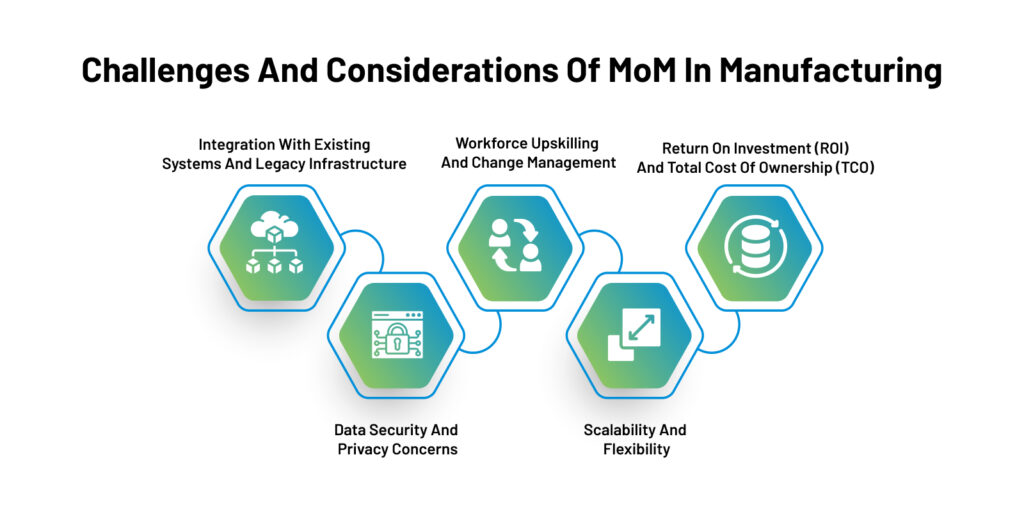
A. Integration with Existing Systems and Legacy Infrastructure:
- Legacy Systems Compatibility: Many manufacturing facilities still rely on legacy systems and infrastructure that may not be compatible with modern Manufacturing Operations Management solutions. Integrating MoM with existing systems can be complex and require significant customization or upgrades to ensure seamless data flow and communication.
- Interoperability Challenges: Different departments within a manufacturing organization may utilize disparate software applications, challenging data integration and interoperability. Ensuring that MoM systems can effectively communicate and exchange data with other systems is crucial for achieving a unified view of operations.
B. Data Security and Privacy Concerns:
- Data Protection and Cybersecurity: Manufacturing Operations Management captures and processes sensitive operational data, including production metrics, quality information, and intellectual property. Protecting this data from unauthorized access, cyber threats, and potential breaches becomes paramount. Manufacturers must implement robust security measures and adhere to data protection regulations to safeguard critical information.
- Data Privacy Compliance: As Manufacturing Operations Management systems collect and analyze data from various sources, including machines, sensors, and employee interactions, ensuring compliance with data privacy regulations, such as GDPR or CCPA, becomes crucial. Manufacturers need to establish clear policies and procedures for data handling, consent management, and data anonymization to protect the privacy rights of individuals.
C. Workforce Upskilling and Change Management:
- Skill Gap and Training: Implementing MoM requires a skilled workforce capable of effectively operating and leveraging the system’s capabilities. Companies may need to provide training and upskilling programs to equip employees with the necessary technical knowledge and skills to utilize MoM tools and make informed decisions based on the data provided.
- Change Management: Introducing MoM can disrupt established workflows and processes, leading to resistance or reluctance from employees. Manufacturers must invest in change management initiatives, including effective communication, training, and fostering a culture of collaboration and adaptability to ensure smooth adoption and acceptance of MoM throughout the organization.
D. Scalability and Flexibility:
- Scalability of MoM Systems: As manufacturing operations expand or change, the scalability of MoM systems becomes crucial. Manufacturers should consider the scalability of their chosen MoM solution to accommodate increased data volume, additional production lines, and expanding business needs without compromising system performance and responsiveness.
- Flexibility for Customization: Every manufacturing organization operates differently, with unique processes and requirements. MoM solutions should offer flexibility for customization to align with specific operational needs and integrate with existing workflows. Customization capabilities allow manufacturers to tailor Manufacturing Operations Management systems to their particular industry, product types, and operating models.
E. Return on Investment (ROI) and Total Cost of Ownership (TCO):
- ROI Assessment: Implementing Manufacturing Operations Management involves significant upfront investments in software, hardware, integration, and training. Manufacturers should conduct a thorough ROI analysis to determine the potential benefits and calculate the payback period to justify the investment in MoM implementation.
- Total Cost of Ownership: In addition to upfront costs, manufacturers must consider the ongoing maintenance, support, and upgrade expenses associated with MoM systems. Assessing the total cost of ownership over the system’s lifecycle is essential to understand the long-term financial implications and ensuring the investment aligns with the organization’s budget and strategic objectives.
Addressing these challenges and considerations proactively can help manufacturing companies navigate the implementation and adoption of MoM successfully. By carefully evaluating their existing infrastructure and ensuring compatibility with Industry 4.0 solutions, implementing robust data security measures, assessing workforce readiness for technological advancements, determining scalability requirements, and considering financial implications, manufacturers can mitigate potential obstacles and maximize the benefits of MoM integration. This strategic approach will enable them to drive operational excellence and gain a competitive advantage in the era of smart manufacturing.
Also, Read – Cybersecurity Challenges in the Era of Industrial Manufacturing Digitization
Conclusion:
As the manufacturing industry continues to embrace the transformative power of Industry 4.0 solutions, leveraging Manufacturing Operations Management (MoM) has emerged as a strategic imperative for manufacturing technology companies. Integrating MoM in smart manufacturing processes unlocks many benefits, driving operational efficiency, enhancing quality control, increasing agility, fostering collaboration, and delivering substantial cost savings.
By harnessing real-time monitoring and control capabilities, manufacturers can optimize operational efficiency by identifying bottlenecks, streamlining production planning and scheduling, and optimizing resource allocation. With improved quality control and defect detection, MoM enables manufacturers to enhance product quality, ensure regulatory compliance, and build a reputation for excellence.
The agility and responsiveness offered by Manufacturing Operations Management empower manufacturers to identify and resolve issues quickly, make data-driven decisions, and adapt to changing market demands. Collaboration and communication are streamlined through MoM, facilitating transparency, cross-functional coordination, and cooperation between humans and machines for optimized operations.
Furthermore, MoM is vital in driving cost savings and waste reduction by minimizing production errors and rework, optimizing inventory management, and embracing the energy and resource optimization for sustainable manufacturing practices.
However, integrating MoM into manufacturing processes does come with its share of challenges and considerations. Addressing issues related to legacy system integration, data security, privacy, workforce upskilling, scalability, and total cost of ownership is crucial for successful MoM implementation.
In conclusion, as digital transformation continues to shape the manufacturing landscape, manufacturing technology companies must recognize the immense value of Manufacturing Operations Management in driving operational excellence and unlocking new growth opportunities. By adopting MoM, manufacturers can navigate the complexities of the modern manufacturing ecosystem, harness the power of data and analytics, and position themselves at the forefront of the industry.
So, whether you are an executive seeking to optimize your manufacturing operations, a technology enthusiast intrigued by the possibilities of smart manufacturing, or a manufacturing technology company exploring ways to empower your clients, embracing MoM is a critical step towards achieving sustainable growth, efficiency, and competitiveness in the dynamic world of smart manufacturing. Embrace the power of MoM and embark on a transformative journey that will reshape the future of manufacturing.




